Rézcsövek forrasztása saját kezekkel
A rézvezetékeket gyakran telepítik a fűtési hálózatokba, valamint a lakóépületek víz- és gázellátásának autópályáiban. Ezenkívül ezeket a termékeket széles körben használják különböző típusú légkondicionáló rendszerek és fagyasztó készülékekben.
Az állandó csőcsatlakozás elérése érdekében különleges forrasztási technikákat fejlesztettek ki, amelyek speciálisan olvadt anyag (forraszanyag) bevezetése az érintkezési zónába. Ebben az esetben a csatlakozás kívánt minõségét csak abban az esetben érjük el, ha a forrasz olvadási pontja az összekapcsolt csõelemek olvadáspontja alatt van.
Közvetlenül megjegyezzük, hogy a saját kezű rézcsövek forrasztása különös figyelmet igényel, és egy bizonyos előkészületet igényel.
A keményforrasztott réz szerkezetek előnyei

A rézcsövek alapján összeszerelt rendszerek növekvő népszerűsége egyszerűen azzal magyarázható, hogy az utóbbiak olyan vonzó tulajdonságokkal rendelkeznek, mint:
- megbízhatóság, tartósság és szilárdság;
- a forrásanyag egyszerű feldolgozása;
- magas nyomású és hőmérsékleti körülmények között.
Ezenkívül az ilyen technológiák használata révén lehetőség nyílik a komponensek (szerelvények, adapterek stb.) Megtakarítására, ami jelentősen csökkenti az elvégzett munka összköltségét.
Forrasztási módszerek és eszközök

A rézcsöveket a következő hőmérsékleti feltételek egyikében lehet forrasztani:
- A magas hőmérsékletű forrasztást (600-900 fokos olvadási hőmérséklet) a nagy terhelés alatt működő csővezetékekhez használják.
- Alacsony hőmérsékletű üzemmód, amelyet rendszerint a mindennapi életben használnak (a forrasztási zónában a hőmérséklet 450 fokig).
A forrasztás során a csövek megbízható összekötése érdekében a következő szerszámot kell használni:
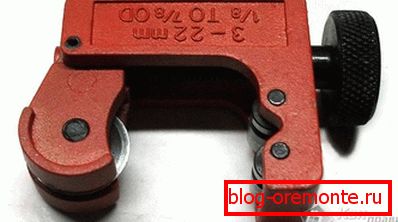
- Csővágó, amellyel sima vágást kaphat (merőleges a csőbilincs tengelyére).
- Különleges lámpatekercselés és sorjázás.
- A csőkiemelő, amely lehetővé teszi a forrasztáshoz való csatlakozás elkészítését (a mélység, amelyre a cső feldolgozását a segítségével meg kell egyeznie a munkadarab átmérőjével).
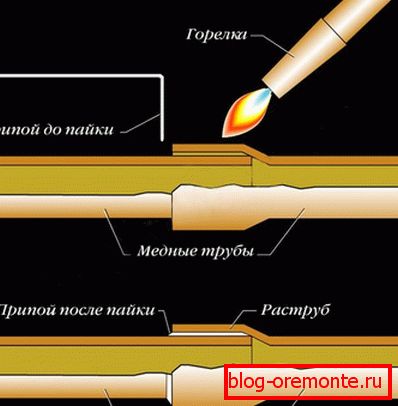
- Gáz-acetilén-oxigén fáklya a rézcsövek forrasztására.

Az a mélység, amelynél a csövet megmunkálják egy bővítővel, meg kell egyeznie a munkadarab átmérőjével.

Ezenkívül az alacsony olvadáspontú forraszanyag használata esetén speciális hőszárítót lehet használni, amely a hegesztést a kívánt hőmérsékletre melegíti.
A hőpisztoly használata lehetővé teszi, hogy könnyen beállíthassa a hegesztési zónában a hőmérsékletet, valamint a kívánt hőmérsékletet. A készülékhez mellékelt csere-fúvókák segítségével a fűtött levegő áramát a kívánt pontra irányíthatja.
Forrasztás során felhasznált anyagok

Mielőtt forrasztja a rézcsöveket, ismernie kell azokat az anyagokat, amelyek forrasztóként működnek, és amelyek tüzetállóságuk függvényében kemény és puha.
forrasztások

A megnövekedett tűzállóságú forraszok általában egy bizonyos profil rúdjaiból készülnek. Az ilyen típusú forraszanyagok használata a forrasztási zóna 900 fokos felmelegítése esetén lehetséges, ami lehetővé teszi a megbízható kapcsolat kialakítását. Az ebbe az osztályba tartozó forrasztókat gyakran használják víz- és gázellátó vezetékek telepítésénél, valamint a fagyasztóberendezések és légkondicionáló rendszerek javításában.
Az ilyen forraszanyagok leghíresebb képviselői réz-foszfor önhordó keverékek különböző adalékokkal (Cu94 P6 és Cu92 P6 Ag2). A foszfor vagy az ezüst kis adalékai (körülbelül 6%) csökkenthetik a forrasz olvadáspontját 750 fokosra. Az anyag tágulási együtthatója megegyezik a rézzel azonos mutatóval, ami hozzájárul egy erős és megbízható kapcsolat kialakulásához.
Az úgynevezett "puha" forraszok közönséges vékony huzalok formájában készülnek, és otthoni gyártású rézcsövek alacsony hőmérsékletű forrasztására használják. Ezek a forraszanyagok általában olyan ismert anyagok alapján készültek, mint az ón, az ólom (vagy ötvözeteik).
fluxus

A rézcsövek forrasztásának megkönnyítése érdekében különleges folyadék- vagy pasztaszerű kompozíciókat (fluxusokat) használnak, amelyek helyes megválasztása meghatározza az esemény egészének sikerét.
Ezek a vegyületek szintén alacsony hőmérsékleten (450 ° C-ig) és magas hőmérsékleten vannak felosztva, 450 fok feletti hőmérsékleten.
Hozzájárulnak a következőkhöz:
- a forrasztási pont tisztítása oxidoktól;
- az oxigén elleni védelme a környezeti levegőben;
- megteremti a forraszanyag-összetétel egyenletes elterjedésének feltételeit;
- javítja a fém tapadását a forraszanyaghoz.

A forrasztás során gondosan gondoskodni kell arról, hogy a kívánt hőmérsékletre melegített forrasz egyenletesen eloszoljon az összekapcsolt munkadarabok felületén, így megbízható kötést képezve. A forrasztási hely végső hűtése után távolítsa el az összes felesleges fluxust.